- 海歌产品PRODUCTS
- 联系我们
-
联系电话 +86-535-6726618

详细介绍
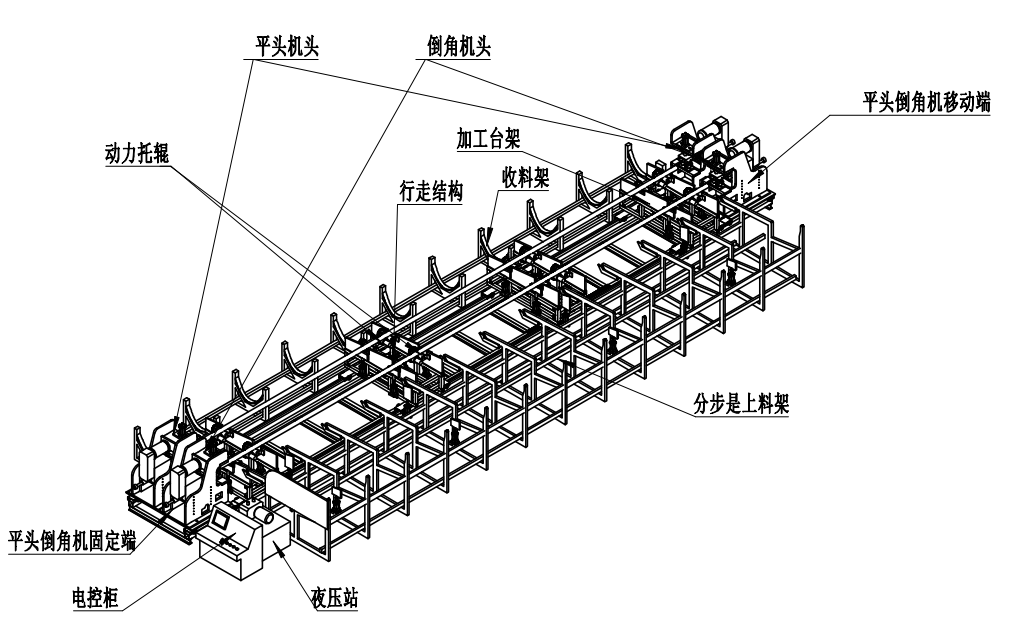
l 设备组成与功能描述
自动上料装置
主要功能是将整梱棒材放在自动上料台架上, 将棒材通过翻料装置自动一根接—根送入倒角机组进行加工,自动手动均可控制。主要由接料台架、斜台架、气动挡料机构、气动拨料、自动送料装置等组成。床台与棒材接触的机件,设计的型式及材料有防止棒材刮伤之功能。出料床辊轮驱动方式:所有辊轮皆使用独立AC马达驱动变频控制。须有自动摊平棒材功能、防刮伤设计、头端对齐、自动拨料、入料、进料功能。
技术参数:
台架宽度:约2.4米;中心高度0.93米
台架长度:约6.5米;
台架承重:5吨;
倒角及调整机构
双头平头、倒角、双头吹屑及推齐机构全部安装在同—个机体上。第一步主要完成棒料一端定位,它是由推齐气缸纵向推动棒料往一端固定挡板(挡板可前后调整后固定),固定挡板下一个工位是平头机头,在挡板定位的棒料通过橫向传动机构托起平移至平头机头进行平头,平头完成后通过推齐装置将棒料纵向推齐至另一端固定挡板,同样横向平移至下一个工位倒角机头进行倒角,整个工艺流程就这样重复进行,但加工机械动作有左右同步交递进行。
右端机头固定,左端机头和输送台架通过由带编码器电机驱动齿轮齿条带动沿安装在底部机体上的线型滑轨左右运动和定位,可针对不同棒料长短调整功能。
要求在倒角过程中,不得对棒料产生新的弯曲变形,材料架搬运和倒角过程中不能产生超过0.050mm的划痕。机台噪音不超过80分贝。倒角刀片使用三菱合金刀片。(刀片为市场可购成型刀片,一片刀片有正反三个边,每个边均可以使用,在正常工作中交替使用;在使用完后即可以废弃)。
倒角为棒材两端倒角,压料夹具可使用半圆形专用夹具或者选用“V”形通用夹具,上夹具通过液压油缸驱动向下夹紧棒材,下夹具固定。倒角机在切削加工时是液压油缸驱动V形或者U形上下夹具夹紧棒材(压力大小可调),压紧时间也可设定,等切削完成后再延时松开,所以切削时棒材不会跳动。夹具每副都用特殊合金材料制成,可避免夹伤棒材
成品收集槽
倒角好后的棒材收集在收集槽内,床台设计的型式须为倾斜平面之功能。当出料床的棒材于滑落捆束传送辊道前,须有缓冲止挡块,以防止棒材快速掉落,跟棒材接触的部位采尼龙板及吊带等软连接。
电气系统
采用PLC S7-1200(西门子)控制,包含设备电源启断、润滑油启断、操作模式选择、单步控制、控制参数设定等实现全自动控制;机床工作方式应包含有三种模式:调整模式、单根模式、循环模式;操作台上带有人机界面,操作人员可以通过控制面板设定和准确显示主轴速度、进给速度。带有显示主电机工作电流、转速和进给电机工作电流、转速,含简体中文与英文两种语系切换。
液压系统
本液压系统是为满足本套设备的动力要求而设计的。油箱设计应有油面及温度计指示,且油箱有注油孔、滤网(吸油滤及回油滤)、泄油口、温度保护及液位保护 …等配备,压力表显示工作压力值。
本系统主要由液压站、阀台、配管等组成。甲方负责主站的设计及供货(乙方提出技术要求)、现场配管及附件的规格、数量必须满足现场用量(不低于10%余量),配管材料为碳钢管,管材的酸洗、冲洗、压力试验应符合GB50387-2006的有关规定,满足系统压力16MPa和试验压力20MPa的要求。
液压系统主要技术参数
额定压力: 16MPa
工作压力:12~14 MPa
油液清洁度要求: NAS1638 8级
系统工作温度 ~40℃
系统工作介质 N68#抗磨液压油
循环冷却水压力:2.5-3.5 kg / cm², 温度从17 ° C to 30 ° C;
气动系统
气动系统主要由:气源、阀架、中间管线及执行元件等部分组成。气源来自于车间主压缩空气管线;阀架主要包括气动三联件、电磁阀、调速阀、消声器和截止阀等元件。
系统介质参数:
(1) 压缩空气压力:0.35~0.45Mpa
(2) 压缩空气质量:干燥、无油。
(3) 需要压缩空气量~100m3 /h,管道从车间主管接至用户点。
润滑系统
本套设备是用于全部供货设备各传动部件等的轴承润滑,采用集中润滑注油装置。采用双线多点自动设定注油,整线布置1套主泵进行供油润滑。
主要参数:
工作介质: 润滑油
中间配管材质:铜管
支管:紫铜管¢6X1.5
润滑泵电机功率:500W
数量:1台
6、电控系统 1套
倒角机、上下料机电气控制系统完成设备的自动、手动等的控制或操作
